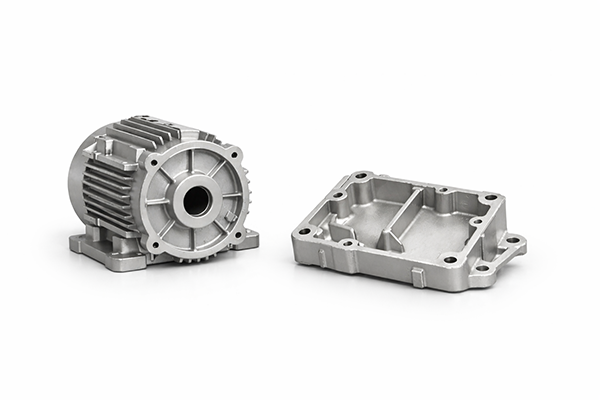
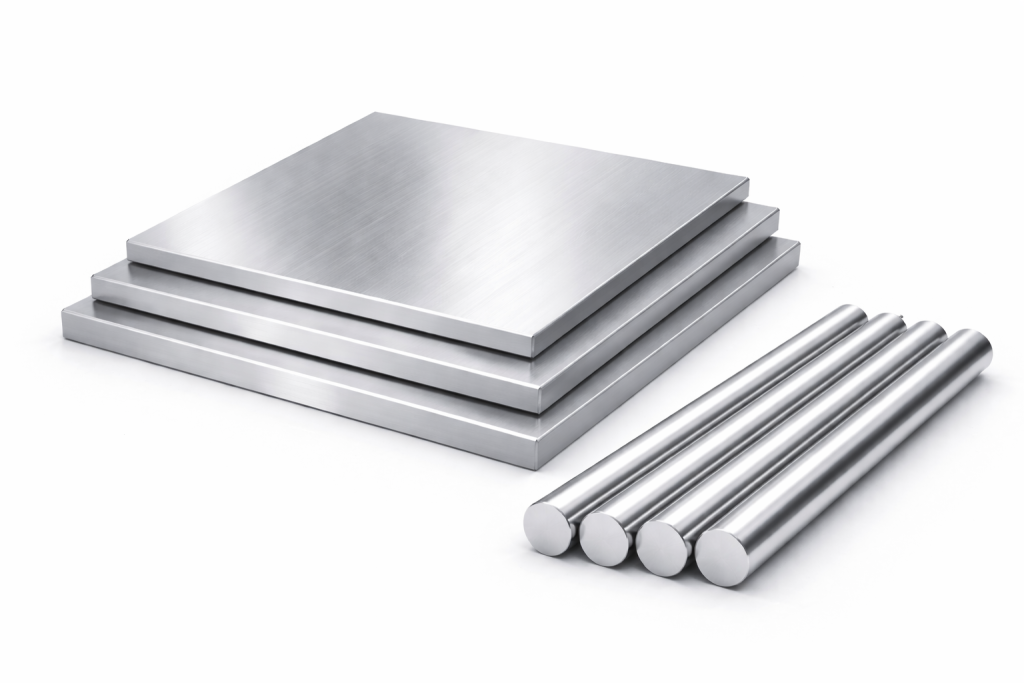
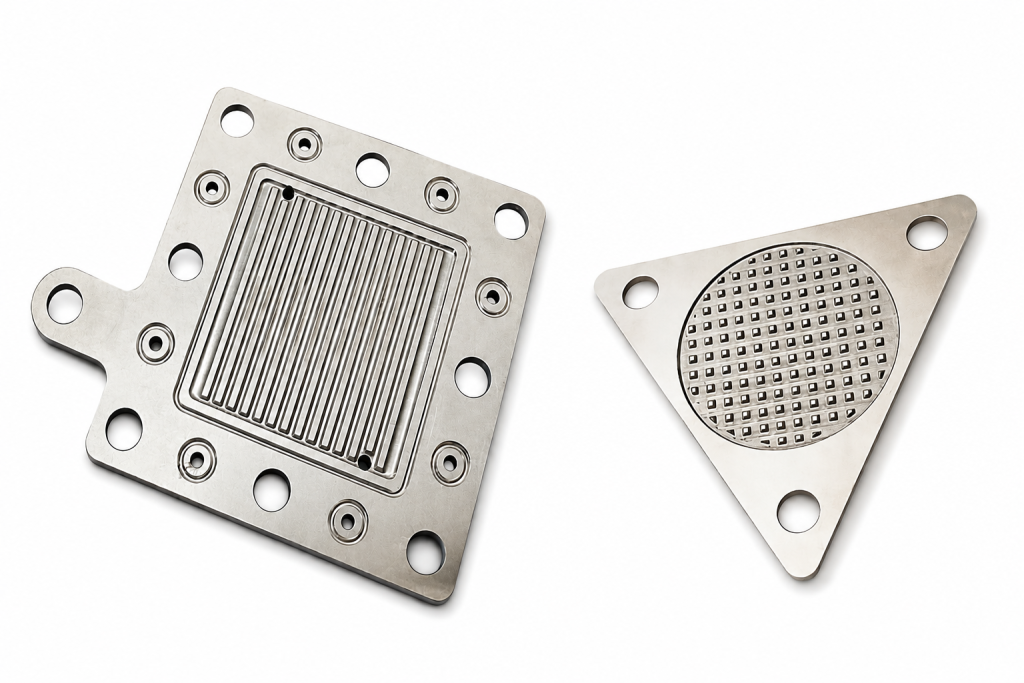
Lightweight, high thermal conductivity, Excellent Machinability, Superior Dimensional Stability, Tight-Tolerance Capable, Perfect for Complex CNC Milling and Turning.
Price: $0
Lead Time: < 5 days
Tolerances: ±0.005″ (±0.125mm)
Max part size: 200 cm x 80 cm x 100 cm
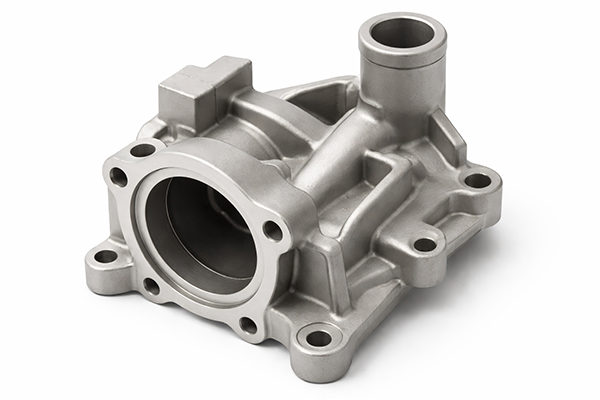
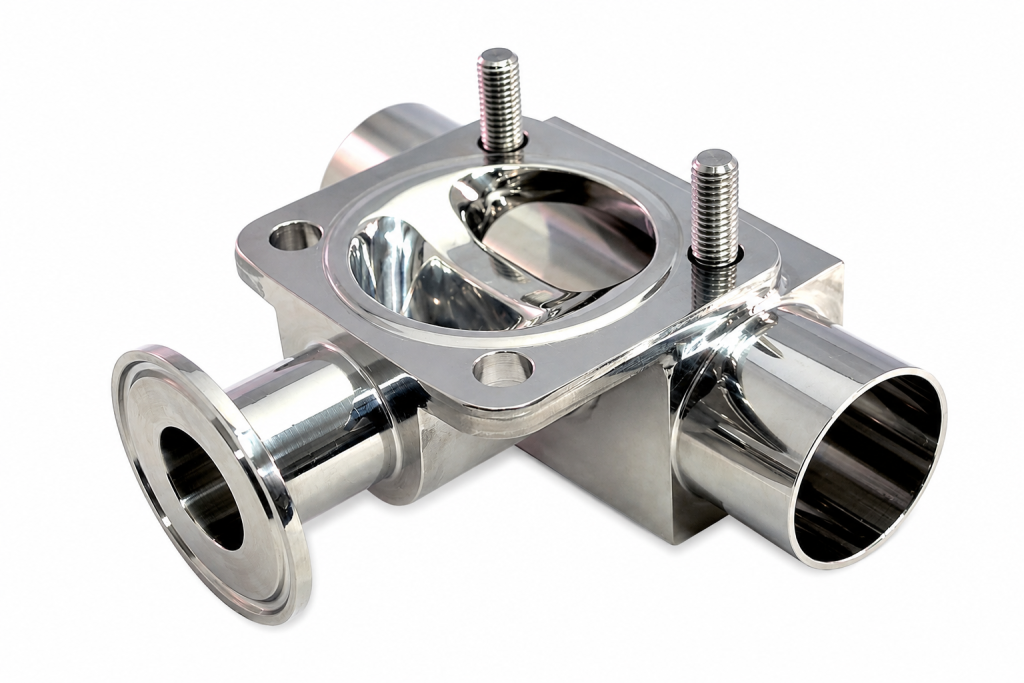
Extremely lightweight (67% aluminum density), good vibration damping, requires surface treatment.
Price: $0
Lead Time: < 10 days
Tolerances: ±0.005″ (±0.125mm)
Max part size: 200 cm x 80 cm x 100 cm
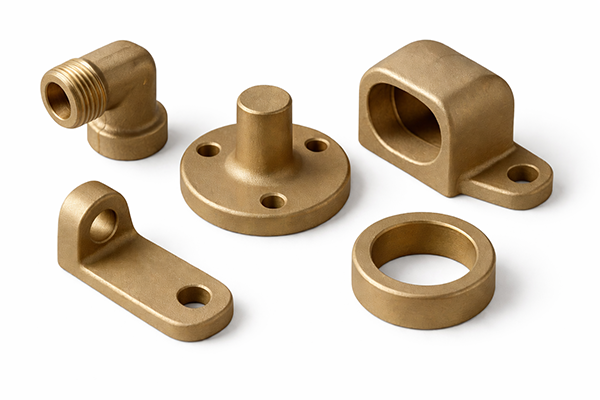
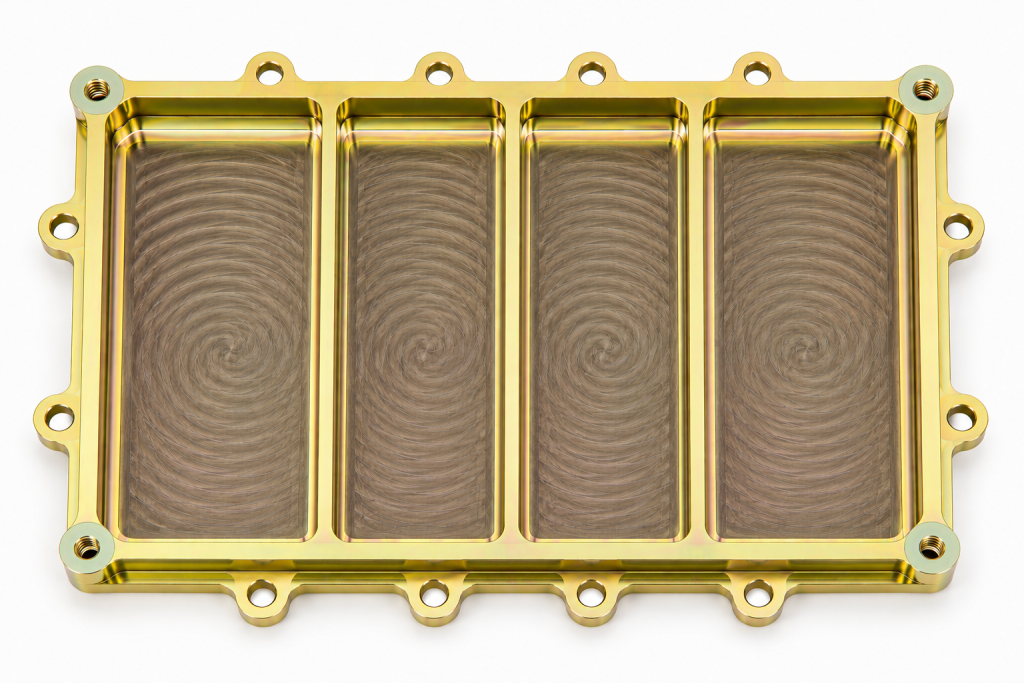
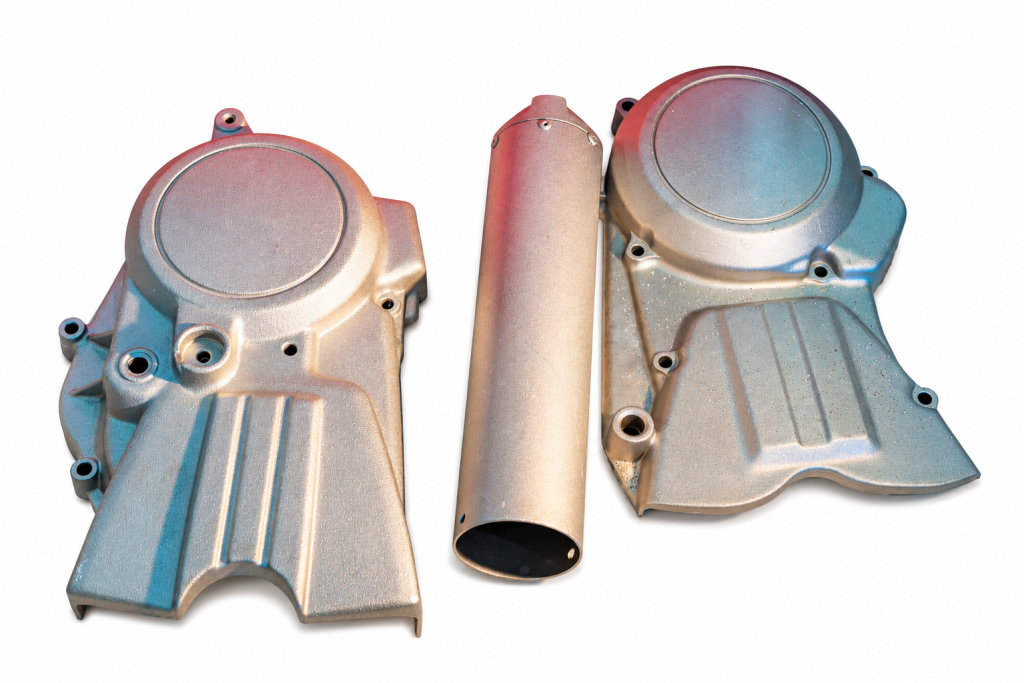
Excellent malleability, corrosion-resistant, decorative finishes, suitable for intricate stamped panels.
Price: $0
Lead Time:
Tolerances:
Max part size: